







Etter hvert som landet blir mer og mer strengt medmiljøvernstyring, sluttforbrukernes jakt på perfeksjon, visuell effekt oggrønn miljøBeskyttelse av produktemballasjen til ulike merker har fått mange merkeeiere til å legge til papirelementet i emballasjedesignet. Inkludert redaktøren selv, liker jeg også papiremballasje veldig godt, og jeg samler ofte på noen emballasjeposer av denne typen. Vårt firma sine ferdige produkter er også veldig fantastiske, for eksempel enKaffe kraftpapir glidelåspose med luftventilsom vi nettopp lagde.

Utformingen av papir-plast-komposittemballasje er nyskapende og unik, noe som har gitt merkevareeiere ekstraordinære resultater. I produksjonsprosessen brukes imidlertid komposittprosesser som tørrkompositt, ekstruderingskompositt, løsemiddelfri kompositt, osv., noe som også fører til ustabile prosesser, som mange avfallsprodukter, lukt, høye løsemiddelrester, osv. Problemer som varmeforsegling og blemmer. For å forbedre kvaliteten på papir-plast-komposittemballasje er det nødvendig å starte prosessen basert på en grundig forståelse av denne typen emballasje, for å oppnå dobbelt så mye resultat med halvparten av innsatsen.
1. Den nåværende situasjonen for papir-plast-komposittemballasje
Når det gjelder struktur, finnes det ulike former for papir-plaststrukturprodukter på markedet, vanligvis delt inn i OPP//PAP, PET//PAP, PAP//CPP(PE), PAP//AL, osv. Fra klassifiseringen av papir: hvert merke velger forskjellige typer papir, tykkelsen og vekten på papiret er forskjellig, fra 20 til 100 g. Produksjonsprosessen inkludererekstruderingsblanding, tørrblanding, løsemiddelfri blandingosv.
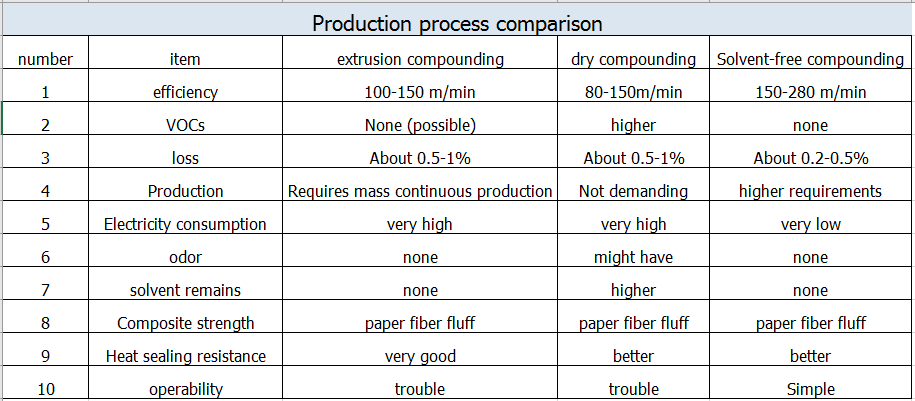
Gjennom sammenligningen ovenfor har hver prosess fordeler og ulemper. Enkelt sagt har løsemiddelfrie kompositter fordeler når det gjelder omfattende ytelse, som effektivitet, tap osv. Hvis bestillingsmengden er relativt liten og bestillingen er komplisert, anbefaler vi fortsatt tørrblanding (vær oppmerksom på valg av papir, lim osv.).
2. Valg av materialer
Det finnes mange typer papirmaterialer som kan brukes til papir-plast-komposittmaterialer, inkludert bestrøket papir, hvitt kraftpapir, gult kraftpapir, dobbeltklebende papir, skrivepapir, lettbestrøket papir, perlepapir, mykt silkepapir, basispapir, etc., og i henhold til krav til emballasjedesign kan de lages til forskjellige komposittmaterialstrukturer, for eksempel OPP/papir, PET/papir, CPP//papir, PE//papir, AL//papir, etc.
Det finnes omtrent dusinvis av klassifiseringer i henhold til ulike bruksområder, prosesser osv. Vanlig brukt innen fleksibel emballasje er kraftpapir, hvitt kraftpapir, mykt bomullspapir, basispapir, perlepapir osv., og vekten varierer fra 25 gsm til 80 gsm. På grunn av det store utvalget av papir og ulike bruksområder, bør følgende punkter tas i betraktning når man bruker forskjellig papir:

① – Generelt sett er den glatte siden av papiret lettere å lime med filmen, mens den ru siden og filmen er vanskeligere å lime. Dette skyldes hovedsakelig gropene og fordypningene på den ru siden. Lim fyller hullene.
② Vær oppmerksom på papirets tetthet. Fibrene i noen papirtyper er veldig løse. Selv om papiret og filmen er godt bundet sammen når de lamineres, er de utsatt for delaminering etter varmeforsegling.
③ Papirets fuktighetsinnhold har også en viss innflytelse på bindingseffekten. I følge personlig erfaring bør fuktighetsinnholdet i papir vanligvis ikke overstige 0,4 %. Det er lurt å la papiret ligge i ovnen i 1 til 2 dager før produksjon.
④ Vær oppmerksom på at papiroverflaten er ren.
3. Strukturell utforming
Når man designer strukturen til papir-plastemballasjebeholderen, er det nødvendig å forstå emballasjens egenskaper og velge riktig materiale og struktur.
Når det gjelder posestruktur, brukes den mest til solid vareemballasje, og formen er myk. Med tanke på emballasjefunksjonen og kravene til produktvisning, kan strukturen deles inn i tre typer: uten vindu, stripevindu og spesialformet vindu.
Vindusløse poser er den vanligste posestrukturen. Hoveddelen er laget av papirmateriale (som kraftpapir), og de indre og ytre lagene er vanligvis beskyttet av plastfilmer som PE (polyetylen) og PP (polypropylen), som effektivt kan blokkere fuktighet og oksygen for å forhindre at innholdet forringes. Støpeprosessen er i utgangspunktet den samme som for fleksibel plastemballasje. Først kombineres papiret med plastfilm og varmeforsegles deretter for å lage poser.
Vindusposen med stripe og det spesialformede vinduet er av typen vindusstrukturpose, og papiret brukes til å lage delvise lufthull, slik at emballasjen kan presentere seg i forskjellige stiler. I tillegg til å opprettholde emballasjeposens gjennomsiktighet, kan den også ha papirstruktur. Vindusposeformingsmetoden er å kombinere en plastfilm med smal bredde og to ark papir med en annen plastfilm med bred bredde. Det er to måter å lage spesialformede vinduer på. Den ene er å åpne vinduet i papirmaterialet på forhånd for å lage forskjellige former, og deretter sammensette materialet. Materialet i komposittlaget kan også endres og designes i et stort område for å forbedre fleksibiliteten i produksjonsprosessen.
4. Produksjonsprosess
Tørrblandingsprosessen er relativt moden. Bedrifter velger løsemiddelbasert tokomponentslim, og velger også enkomponentslim og vannbasert lim. Her foreslår vi at uansett hvilket lim som brukes, bør følgende punkter tas i betraktning:
a. Papirvalget er svært viktig;
b. Kontroll av vanninnhold i papir;
c, utvalg av glanset og matt papir;
d. Vær oppmerksom på at papiret er rent;
e, kontroll av mengden lim;
f. Hastighetskontroll for å forhindre at det blir for mye løsemiddelrester.
Publisert: 09.06.2022